
Мідні труби використовуються набагато рідше, ніж металопластикові або поліпропіленові. Але завдяки комплексу відмінних технічних характеристик – теплопровідності, антикорозійної і біологічної стійкості вони зустрічаються в системах водопостачання, опалення, кондиціонування.
Трубний матеріал з міді коштує дорого, але можна заощадити на монтажі. Наприклад, пайка мідних труб газовим пальником доступна кожному, хто захоче самостійно удосконалити систему або зробити ремонт. Пропонуємо корисні матеріали по пайку – від вибору інструментів до обробки готових швів.
Зміст статті:
- Особливості процесу пайки міді
- Необхідні інструменти та матеріали
- Детальна інструкція по пайку мідних труб
- Крок #1 — нарізка деталей
- Крок #2 — зачищення і розширення зрізів
- Крок #3 — нанесення флюсу
- Крок #4 — з’єднання деталей
- Крок #5 — пайка по капілярній технології
- Крок #6 — обробка швів
- Рекомендації досвідчених майстрів
- Висновки і корисне відео по темі
Особливості процесу пайки міді
Суть пайки полягає в герметичному з’єднанні двох елементів мідного трубопроводу за допомогою нагрівання і розплавлення зв’язуючого матеріалу – припою.
Олов’яний сплав після охолодження утворює надійний, нерозбірну конструкцію, яка надалі буде використовуватися для транспортування теплоносія, холодної води, хладагента.
Процес пайки мідних трубок при монтажі водогрійного обладнання. Нагрівання виконується ручним газовим пальником, в якості припою – олов’яна дріт
У побуті зазвичай застосовують низькотемпературну або, іншими словами, м’яку пайку, при якій температура полум’я від газової пальники не перевищує 450 °С. Для неї використовують легкоплавкий припій, а максимальний діаметр труб – не більше 110 мм.
М’яка капілярна пайка підходить для обладнання систем водопостачання та опалення, але для транспортування газу не застосовується.
Необхідні інструменти та матеріали
Щоб з’єднання труба-труба або труба-фітінг були герметичними і з часом не втратили свої експлуатаційні якості, необхідно використовувати спеціальний інструмент і матеріали, виготовлені перевіреними виробниками.
Інструменти, які планується застосовувати постійно, рекомендуємо купувати в спеціалізованих магазинах, а для разових робіт згодяться товари з китайських інтернет-магазинів.
Мінімальний набір для капілярної пайки включає в себе ряд пристосувань.
Галерея зображень
Фото з

Трубний матеріал повинен містити не менше 99% міді. Отожженные трубки зазвичай продаються бухтами довжиною 25 м або 50 м, а неотожженные – прогонами довжиною 3 м або 5 м

Для домашніх робіт зазвичай набувають ручний інструмент, який працює від газового балончика з пропан-бутаном. Зручніше працювати, якщо передбачені п’єзопідпал, нагрівання газу, регулювання полум’я

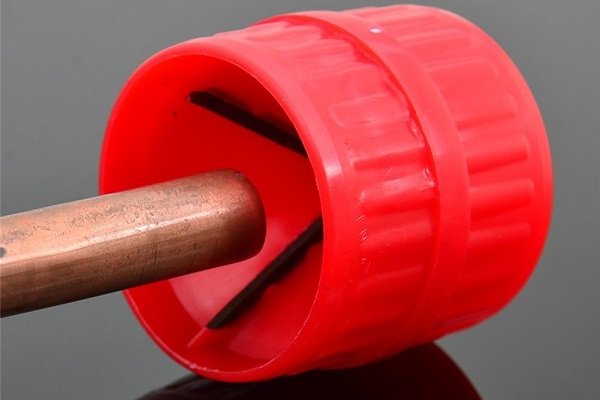
При поділі труби на елементи звичайною пилкою або електролобзиком рез виходить нерівним. Труборіз забезпечує точність, акуратність, відсутність заминания

За допомогою розширювача-калібратора можна розширити діаметр на кінці трубки. Розвальцьовування трубок застосовується, коли виробляють з’єднання без використання муфт
Фаскосниматель використовують для підготовки розрізаних труб, щоб очистити краю від задирок, зробити поверхню металу більш гладкою і рівною, звузити крайку

Пайка в домашніх умовах зазвичай проводиться за допомогою олов’яного припою. Кращими добавками до олову вважаються срібло і мідь, але також використовують сплави з сурмою, вісмутом

Перед з’єднанням мідних елементів місця контакту змазують рідким або пастоподібним флюсом, який забезпечує рівномірне розтікання припою по зоні пайки

Йоржиком з жорсткої металевої щіточкою обробляють внутрішню поверхню трубки перед нанесенням пасти. Також знадобляться губка або наждачка – для зовнішньої обробки, а дрантя – для видалення надлишків флюсу

Мідні труби потрібного діаметра

Газова пальник з регулюванням

Труборіз для нарізування елементів

Розширювач для безмуфтове з’єднання

Фаскосниматель для зняття верхнього шару металу

Припій для капілярної пайки

Флюс або паста для обробки міді

Йоржик для внутрішньої поверхні
Для зручності використання пальника іноді застосовують лещата, якщо процес паяння проводиться на столі або верстаку.

При з’єднанні елементів вже змонтованого трубопроводу всі дії виконуються тільки вручну. В одній руці зазвичай тримають пальник, в іншій – припій
Щоб швидко і ефективно очистити внутрішню поверхню трубки, замість ручного йоржика можна використовувати насадку для шуруповерта.
Детальна інструкція по пайку мідних труб
Щоб набити руку, рекомендують потренуватися на непотрібних шматочках труби. Приступати до серйозних робіт слід, коли відпрацьовані всі навички – точно відрізати деталь, правильно обробляти її, користуватися газовим пальником. Процес пайки можна розділити на 6 етапів.
Крок #1 — нарізка деталей
Якщо потрібно замінити фрагмент трубопроводу або повністю зібрати водопровідну/опалювальну систему, потрібні шматки мідної труби різної довжини.
Зазвичай їх з’єднують за допомогою трійників, куточків, муфт. Також використовують розтрубний спосіб, при якому один фрагмент вставляють в інший, із розширеним кінцем.

Використовуючи розмічальний матеріал – рулетку і маркер – вимірюємо довжину деталей для трубопроводу. Важливий кожен міліметр, тому намагаємося робити максимально точні розрахунки
Потім беремо труборіз і нарізаємо трубу на фрагменти потрібної довжини. Якщо роботи проводяться на столі, можна використовувати электротруборез або ручну модель з великим радіусом розгону.
Для проведення робіт в обмежених обставинах, наприклад, біля стіни, підійде тільки компактний ручний інструмент.
Існують зручні роликові варіанти зі сталевими лезами. Користуватися ними легко: треба вдягнути труборіз збоку на заздалегідь зазначене місце різу, зафіксувати храповим механізмом, а потім повернути інструмент навколо труби.

Якщо труборіз підібраний правильно, тобто для тонкостінної міді, то кінці трубки в місці реза не деформуються, а будуть рівними і не скошеними
Радимо не проводити нарізку відразу всіх фрагментів – можливо, в процесі пайки трубопровід зрушиться, змінивши свою конфігурацію, довжину деяких деталей доведеться міняти.
Крок #2 — зачищення і розширення зрізів
Щільне прилягання металевих частин і рівномірне розтікання припою гарантовані тільки тоді, коли максимально якісно зачищена зона з’єднання.
Для цього обробляємо обидва примикають один до одного фрагмента і з внутрішньої сторони, і з зовнішнього.
- Спочатку знімаємо фаску, щоб зменшити товщину металу і підготувати крайку під пайку. Для чого використовуємо фаскосниматель – невеликий інструмент циліндричної форми.
- Якщо два відрізка труби будуть з’єднуватися безпосередньо, діаметр краю одного фрагмента збільшуємо спеціальним інструментом – розширювачем.
- Потім беремо металевий йоржик і обробляємо внутрішню сторону.
- Дрібної наджачкой металевою або губкою зачищаємо до блиску зовнішню сторону.
Очищена і знежирена зона деталі відрізняється навіть візуально.

Зразок обробленої мідної труби під пайку: з кінця знятий грат, поверхню начищене. Зазвичай при з’єднанні двох деталей в однієї з них зачищають зовнішню сторону, у іншого – внутрішню – за місцем примикання
Якщо застосовується муфта або куточок, перед пайкою необхідно підготувати обидва кінці, у трійника – всі три.
Крок #3 — нанесення флюсу
Для з’єднання мідних труб використовують різні види флюсу і пасти. Їх головне призначення – забезпечити повноцінне заповнення припоєм зони пайки, при цьому підготувати метал і очистити його від окислів.

Пасту або густий гель наносити зручніше, ніж рідкий флюс. Щільне і в’язке речовина розподіляється більш рівномірно по металевій поверхні і не стікає
Склад флюсу може бути різним. Очисні функції зазвичай виконують хлорид цинку, соляна або борна кислота. Захист від кисню забезпечує наявність каніфолі, воску або смоли.
Рідкі розчини продаються у тубах, а паста – в невеликих пластикових баночках. Пензлик для нанесення складу зазвичай йде в комплекті, якщо її немає, то можна купити будь-який альтернативний варіант в канцелярському магазині – для клею або фарби.

Процес нанесення досить простий: необхідно вмочити кисть в пасту і нанести тонкий, але заповнює всю зону примикання шар на поверхню трубки
Наносити товстий шар вважається помилкою – при тісному контакті зайва паста видавлюється, її все одно доводиться видаляти.
Крок #4 — з’єднання деталей
При з’єднанні двох відрізків труби або фітинга і труби флюс наносять зазвичай на край деталі, яка вставляється всередину. Другий елемент обробляти флюсом немає сенсу – при контакті він однаково розподілиться по обидва прилеглим поверхонь.
Проворачиваем деталі відносно один одного, щоб паста розподілилася по зоні контакту, потім ганчіркою прибираємо виступили назовні надлишки розчину.

Перед паянням флюсу або пасти на металевій поверхні бути не повинно, інакше припій буде розтікатися не у зазор між деталями, а в протилежний бік – вздовж труби
Виконавши з’єднання, необхідно якомога швидше провести пайку. Залишати надовго підготовлені деталі не рекомендують, щоб паяльна паста не втратила своїх якостей.
Крок #5 — пайка по капілярній технології
Для опалювальних і водопровідних труб застосовують низькотемпературну капілярну пайку, відповідно, підбирають легкоплавкий припій.
Процес пайки відбувається в наступному порядку:
- включаємо газовий пальник;
- направляємо полум’я на місце з’єднання;
- переміщаємо струмінь полум’я по всій поверхні робочої зони, щоб забезпечити рівномірний прогрів;
- коли деталі розігрілися до температури плавлення припою, підносимо його до зазору і торкаємося в декількох місцях так, щоб він повністю заповнив простір між деталями.
Якщо всі дії виконані правильно, припій після остигання повинен утворити міцне герметичне з’єднання. Зовні воно виглядає як шов, який відрізняється кольором.

З’єднання низькотемпературної пайкою повинно охолонути в природних умовах. Під час охолодження деталі краще не зрушувати, але можна акуратно видалити ще не остиглі надлишки припою мокрою ганчіркою
Вміння користуватися пальником, вчасно підносити і відводити її, дуже важливо. Як тільки розігрітий припій почне втягуватися всередину зазору, її краще прибрати, щоб не перегріти деталі.
Якщо відчуваєте, що припой перестав плавитися і потрібно підвищити температуру, знову піднесіть пальник.
Перевіряти міцність і герметичність з’єднання можна тільки після повного охолодження деталей.
Крок #6 — обробка швів
Досвідчені майстри зазвичай досконало володіють технікою пайки і здійснюють її буквально протягом однієї хвилини. При цьому вони стосуються припоєм все в одному місці, після чого він розтікається по зоні з’єднання і не виступає з-під верхньої деталі.
Але на практиці, особливо у новачків, частіше припій залишається, утворюючи рубці зсередини і зовні. Внутрішні надалі можуть спровокувати відкладення, а зовнішні виглядають не естетично, тому їх необхідно видалити.
Очищення можна проводити наждачним папером, металевою щіткою або йоржиком – тими ж предметами, що використовувалися для підготовки під пайку.

Якщо прибрати застиглий припій, поверхня деталей і зона шва будуть гладкими. Дізнатися місце пайки можна лише за кольором, так як припій зазвичай відрізняється сріблястим відтінком
Після фінішних штрихів – зачищення зони пайки – робота вважається закінченою. Можна приступати до наступного з’єднання.
Рекомендації досвідчених майстрів
Кожен етап пайки супроводжується дотриманням ряду правил, дрібних, але важливих нюансів. Їх дотримання безпосередньо впливає на результат роботи.
Галерея зображень
Фото з

Щоб не поранитися і не отримати опік, рекомендується працювати в захисному одязі: обов’язково використовувати рукавички, щільну куртку і штани, під час пайки – окуляри або маску

Не радять для такого серйозного заходу, як пристрій трубопроводу, застосовувати підручні пристосування – ножі, пилки, молотки. Краще користуватися професійним інструментом

На збірку великого трубопроводу йде багато часу. Щоб скоротити процес підготовки деталей до пайку, використовують електроінструмент – наприклад, шуруповерт

Заздалегідь запасіться великою кількістю серветок, ганчірок або дрантя – технологія пайки вимагає видалення зайвої пасти, та й працювати з чистими деталями набагато приємніше

При використанні лещат пам’ятайте, що мідь відноситься до м’яких металів і легко деформується при сильному механічному тиску. Затискаючи трубу, не закручуйте лещата щосили

Відрегулюйте температуру горіння так, щоб не було перегріву. У той же час потрібно стежити за достатнім нагріванням, інакше припій просто не розплавиться

Застосовуйте спеціальний припій для капілярної пайки. Він відрізняється тим, що нагрівається від розжарених мідних деталей, не вимагає додаткового нагрівання, швидко розтікається по зоні, заповненої пастою

Після того, як метал остаточно охолоне, необхідно перевірити міцність з’єднання – спробувати потягнути деталі в сторони, покрутити їх. Якщо пайка виконана вірно, елементи вручну не роз’єднати

Рукавички та окуляри – дотримання техніки безпеки

Спеціальний інструмент для якісної пайки

Електроінструмент для збільшення швидкості

Ганчірки та ганчір’я для обтирки

Лещата в якості власника труби

Газова пальник з регулюванням

Припій для паяння

Міцний шов в кінці процесу пайки
Слідкуйте, щоб в процесі пайки фітінг або труба не були під навантаженням – так розплавлений припій буде розтікатися більш рівномірно.
Після виконання всіх робіт обов’язково видаліть залишки флюсу з труб, щоб мідь не почала руйнуватися, а також відразу очистіть одяг і робочий інструмент.
Висновки і корисне відео по темі
Майстер-клас по пайку наочно:
Врізання в трубу за допомогою пайки:
Особливості високотемпературного паяння трубок для кондиціонерів:
Технологія пайки доступна всім бажаючим, так як не вимагає складних умінь або багажу спеціальних знань. Досягти майстерності можна за кілька практичних занять, а матеріали і інструмент придбати в найближчому строймаркете.
Але при складанні систем опалення чи водопостачання рекомендуємо новачкам все ж заручитися допомогою більш досвідчених монтажників, так як помилки пайки можуть обернутися аварією і додатковими витратами.















